 U väčšiny moderných vozidiel dochádza k nahrádzaniu kovových dielov plastovými. Dôvodom je nižšia hmotnosť vozidla, nižšia spotreba pohonných hmôt, nekorodujú a samozrejme nižšia cena. Pri opravách plastových dielov automobilov je potrebné zvážiť predovšetkým ekonomickú stránku opravy konkrétneho elementu a splnenie funkčnosti plastu po vykonaní opravy.
U väčšiny moderných vozidiel dochádza k nahrádzaniu kovových dielov plastovými. Dôvodom je nižšia hmotnosť vozidla, nižšia spotreba pohonných hmôt, nekorodujú a samozrejme nižšia cena. Pri opravách plastových dielov automobilov je potrebné zvážiť predovšetkým ekonomickú stránku opravy konkrétneho elementu a splnenie funkčnosti plastu po vykonaní opravy.
Metódy opravy plastov
Postup prác – identifikovanie plastu, čistenie, samotný proces opravy, tmelenie, základná farba, lakovanie.
Identifikovanie plastu
Najjednoduchšou metódou ako identifikovať plast je ho otočiť a na vnútornej strane pohľadať symbol, ktorý udáva jeho výrobca. Následne vyhľadať tento symbol v priloženej tabuľke (Referenčná tabuľka opravy plastov) a v prípade viacerých ponúkaných spôsobov opravy vybrať si pre vás najvhodnejšiu metódu. Ak nemožno identifikovať plast podľa symbolu je veľmi ťažko určiť metódu opravy, vyžaduje si to veľmi skúsených odborníkov v danej oblasti, ktorí na základe určitých vlastností (farba, tvrdosť/ohybnosť, dymivosti plastu pri tavení, podľa vlákien v mieste lomu…) dokážu vybrať vhodný spôsob opravy pre daný diel.
Referenčná tabuľka opravy plastov

Vyčistenie povrchu pred opravou
Pre dosiahnutie vysokej pevnosti opravy a dlhej životnosti opravovaného dielu je dôležité dôkladne vyčistiť povrch od rôznych nečistôt hlavne v mieste plánovaných opráv.
Krok č. 1: obidve strany dielu umyť saponátovou vodou a vysušiť papierom, prípadne prúdom vzduchu.
Krok č. 2: postriekať opravované miesto super čističom (odmasťovač) a pretrieť suchou utierkou. Vždy preložiť utierku novou časťou. Utierať vždy jedným smerom. Týmto postupom sa vyhneme roztieraniu nečistôt vo vyčistenej časti.
Možnosti opravy plastov
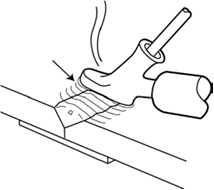
Oprava preliačin
Ak je povrch preliačený, používame teplovzdušnú pištoľ na opravu poškodených plôch. Keď nahrievame plast, je dôležité nahriať ho dôkladne v celej časti. Dobrým nahriatím sa rozumie držanie teplovzdušnej pištole z jednej strany dovtedy, pokiaľ nebude opačná strana tak horúca, že jej povrch sa nebude dať udržať v ruke. Potom ako plast dôkladne nahrejeme zatlačíme kúskom dreva poškodenú časť do správnej polohy a miesto ochladíme a vyčistíme (chladiť možno prúdom vzduchu, prípadne vlhkou utierkou).
Termoset plasty – polyuretány (PUR, RIM) sú plasty, ktoré majú pamäť, vďaka čomu sa do pôvodnej polohy vrátia samy po nahriatí teplovzdušnou pištoľou alebo v lakiernickom boxe.
Oprava termoset urtánových plastov
Automobilový urethan, alebo PUR je teplote odolný materiál. Pri jeho výrobe je použitá obdobná reakcia, ako prebehne keď zmiešame tmel s tužidlom – teda 2 tekuté zložky spolu a vznikne jedna pevná zložka bez možnosti navrátenia do pôvodného stavu. Z tohto dôvodu nie je možné taviť plast. Nie je možné taviť plast zváračkou!Najspoľahlivejšou metódou ako zistiť či sa jedná o polyuretánový nárazník je priložiť horúcu špičku zváračky na zadnú stranu nárazníka. Ak je to urethan, plast sa začne topiť, bublať a dym začne stúpať hore (zvárací prístroj musí byť na toto extrémne horúci). Potom, ako rozleptaná plôška vychladne, plast ostane naďalej lepkavý na dotyk. Toto je znakom toho, že teplota poškodila štruktúru molekúl v plaste. Termoset urethany môžu byť ľahko opraviteľné bezvzduchovou zváračkou, ale oprava bude viac nanesením horúceho lepidla než samotným zváraním (fúziou tyčinky a podkladu).
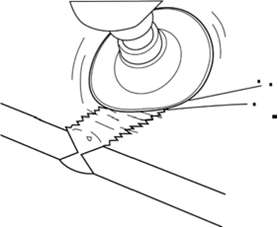
Príprava V drážky v poškodenom mieste
Zrovnáme a podlepíme hliníkovou páskou poškodené diely. V prípade väčších plôch zaistíme stlačovacími zvierkami. Taktiež diely môžete spojiť sekundovým lepidlom (napr. typ 2200). V zadnej časti opravovaného dielu vyfrézujeme V drážku pomocou frézky kužeľovitého tvaru. Na tento proces nemôžeme použiť namiesto frézky teplý hrot, nakoľko materiál nie je taviteľný. Prebrúsime V drážku brúsnym papierom (z = 80) alebo aj drsnejším. Prebrúsením povrchu získame vo vyfrézovanom mieste viac drážok. Taktiež v okolí V drážky odstránime lak a zjemníme kraje V drážky tak, aby prechod medzi povrchom a V drážkou bol plynulý.

Vliatie tyčinky do V drážky
Na zváračke treba nastaviť ovládačom teplotu prislúchajúcu priesvitnej (R1) tyčinke. Použitím polyuretánovej tyčinky 5003R1 docielime to, že na výstupe zváracej topánky by mala tyčinka vychádzať v tekutom stave priesvitná bez bubliniek. Držíme zváraciu topánku nad zváraným povrchom a vtláčame s ňou roztečenú tyčinku do V drážky. Neprehrievame podkladový materiál ale na jeho povrch rozlievame zváraciu tyčinku. Nezmiešať tyčinku s nárazníkom. Nezabúdajme, že urethán je neroztaviteľný. V jednom procese nerozliať viac tyčinky než na dĺžku 50 mm. Povytiahneme tyčinku z topánky a pred tým než roztavená tyčinka v drážke vychladne, vyhladíme jej povrch horúcou topánkou.

Príprava V drážky na opačnej strane
Potom ako zvar na zadnej strane vychladne zopakujeme vyrobenie V drážky, prebrúsenie a zváranie na opačnej strane.
Vybrúsenie zvaru do hladkého povrchu
Použitím hrubozrnného papiera prebrúsime zvar do hladkého povrchu. Urethánový zvar sa nedá ideálne vybrúsiť, takže bude potrebné na opravovanú plochu naniesť vrstvu tmelu. Zľahka odoberieme zo zvaru brúsením viac materiálu tak, aby tmel následne pokryl celú plochu rovnomerne.

Oprava plastov zváraním
Okrem urethánu sú všetky nárazníky a väčšina automobilových plastov vyrobené z termoplastov. To znamená, že môžu byť roztavované teplom. Termoplastové diely sú vyrábané roztavovaním plastových guličiek a vstrekovaním tekutého materiálu do foriem kde vychladnú a stuhnú. To znamená, že termoplasty sú taviteľné. Väčšina vyrobených nárazníkov je z materiálu TPO. TPO sa rýchlo stal populárnym materiálom na výrobu interiérových a podkapotových dielov. TPO môže byť zvárané použitím fúziovej technológie alebo špeciálnou fiberflex tyčinkou, ktorá spraví zvar pevnejším. Tretím najpoužívanejším materiálom na nárazníky je Xenoy, ktorý sa najlepšie zvára.
Príprava V drážky v poškodenom mieste
Zrovnáme a podlepíme hliníkovou páskou poškodené diely. V prípade väčších plôch ich zaistíme stlačovacími zvierkami. Taktiež diely môžeme spojiť sekundovým lepidlom typ 2200. V zadnej časti opravovaného dielu vyfrézujeme V drážku pomocou frézky kužeľovitého tvaru. Na tento proces môžeme použiť namiesto frézky teplý hrot, nakoľko materiál je taviteľný. Ručným prebrúsením odstránime farbu v okolí plánovanej opravy a zrazíme hranu medzi povrchom a V drážkou.

Zmiešanie tyčinky s podkladovým materiálom
Nastavíme teplotu na zváracom prístroji tak, aby zodpovedala vybranej zváracej tyčinke, ktorú sme určili v identifikačnom procese. Vo väčšine prípadov by mala zváracia tyčinka s topánky vychádzať čistá a neprifarbená. Jedinou výnimkou môže byť nylon, ktorý sa z priesvitného sfarbí na bledohnedý. Priložíme zváraciu topánku na podklad a pomaly roztláčame tyčinku do V drážky. Pomaly tlačíme pred sebou tyčinku tak, aby sme videli za sebou vyplnenú V drážku týmto materiálom. V jednom procese najviac 50 mm zváracej tyčinky. Povytiahneme tyčinku z topánky a pred tým, ako tyčinka vychladne dôkladne povtláčame a zmiešame materiály medzi sebou. Dobrou pomôckou je hrana topánky, ktorou natavíme drážky do podkladového materiálu a následne ich premiešame. Jemne zahladíme povrch horúcou špičkou. Špičku necháme stále horúcu počas celého zmiešavania.
Príprava V drážky a zváranie opačnej strany
Po kompletnom vychladnutí zadnej strany zopakujeme proces prípravy V drážky, brúsenia a zvárania na prednej strane.
Prebrúsenie zvaru
Použitím hrubozrnného papiera prebrúsime zvar do hladkého povrchu. Zľahka odoberieme zo zvaru brúsením viac materiálu tak, aby tmel následne pokryl celú plochu rovnomerne.
Oprava pomocou tyčinky Uni-Weld a pásikom Fiberflex
Univerzálna zváracia tyčinka je jedinečným opravárenským materiálom, ktorý je možné naniesť na akýkoľvek plast. Nie je to naozajstná zváracia tyčinka, je to skôr forma horúceho lepidla. Keď budeme robiť opravy pomocou tejto tyčinky, budeme teplo zváračky využívať skôr na lepiace vlastnosti tejto tyčinky. Tyčinka, ako pásik Fiberflex má veľmi silnú štruktúru. Je vystužená karbónom a skleným vláknom pre získanie dodatočnej pevnosti. Fiberflex je najlepším riešením na opravy TPO (tiež TEO, PP/EPDM ), teda najpoužívanejších materiálov na nárazníky. Fiberflex môže byť v podstate použitý na opravu všetkých plastov. Dokáže sa prilepiť k Uretánom a tiež k Xenoyom. Ak si nebudeme istý, aký druh plastu zvárame, použijeme jednoducho Fiberflex. Ďalšou prednosťou Fiberflexu je taviteľnosť. Jemná štruktúra zvaru minimalizuje použitie tmelu.
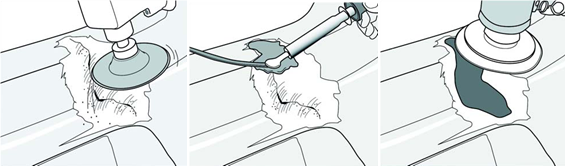
Príprava V drážky v poškodenom mieste
Zrovnáme a podlepíme hliníkovou páskou poškodené diely.V prípade väčších plôch ich zaistíme stlačovacími zvierkami.Taktiež diely môžeme spojiť sekundovým lepidlom typ 2200. Odstránime plast do tvaru V, zhruba do jednej polovice hrúbky materiálu rotačnou brúskou alebo okrajom rotačno-vibračnej brúsky v poškodenom mieste. Na šírku by mal V zárez dosahovať 25-30 mm. Je veľmi dôležité v mieste V drážky povrch upraviť brúsnym papierom (zrnitosť okolo 60) kvôli získaniu extra plochy v mikrodrážkach. Ak budeme pri brúsení používať rotačnú vibračnú brúsku, znížime otáčky na minimum, aby sme predišli roztaveniu materiálu, na ktorý sú termoplasty citlivé. Brúsnym papierom (z = 80) odstránime lak z okolia opravovanej plochy a zrazíme hranu medzi V drážkou a povrchom. Vďaka tomuto budeme môcť lepšie roztierať a roztláčať Fiberflex pásik v mieste opravy.
Roztavenie Fiberflex pásiku
Na zváračke nastavíme najvyššiu možnú teplotu a zváraciu topánku nahradíme taviacou podložkou (bez vodiacej rúrky). Najosvedčenejšou metódou je horúcou plôškou pretrieť jednu stranu Fiberflex pásiku, čím sa čiastočne roztaví a okamžite ju priložiť k podkladu. Prilepenú časť oddeliť okrajom horúcej podložky od zvyšku špulky. Následne plochou roztaviť pásik vo V drážke. Nepokúšame sa zmiešavať podkladový materiál s Fiberflexom. Táto metóda je podobná s metódou nanášania horúceho lepidla.
Príprava V drážky a zvárania prednej strany
Potom, ako Fiberflex na zadnej strane vychladne, (proces môžeme urýchliť aj studenou vodou) zopakujeme proces prípravy V drážky, brúsenia a zvárania. Vrstvu z Fiberflexu môžete naniesť aj mierne vyššiu nakoľko sa dobre brúsi.
Brúsenie
Ihneď po vychladnutí Fiberflex zvaru začneme s jeho brúsením (z = 80) a nízke otáčky. Proces brúsenia ukončíme brúsnym papierom (z = 320). Všetky nerovnosti treba vyplniť tmelom.
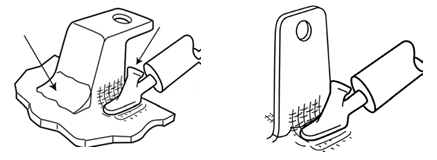
Oprava odlomených konzol
Mnoho TEO nárazníkov má konzoly, ktoré musia byť ohybné kvôli jednoduchšej montáži. Toto prevedenie je možné veľmi dobre opraviť s nerezovou mriežkou a fiberflexom. Najprv zdrsníme plochu rotačnou brúskou. Vystrihneme z nerezovej mriežky časť ktorá bude perfektne vhodná na prepojenie konzoly a podkladu z oboch strán. Horúcou špičkou povtláčame tieto kúsky do plastu. Po vtavení a vychladnutí prebrúsime plochu papierom, čím odstránime lesklé plochy. Na takto upravený povrch naleptámte Fiberflex tyčinku. Pri tejto oprave sieťka zaručuje pevnosť a flexibilitu a fiberflex tyčinka len kozmetickú úpravu povrchu.
Oprava plastov pomocou sekundového lepidla
Nakoľko sekundové lepidlá vytvárajú tvrdé spoje sú prednostne používané na opravu plastov typu ABS, Polykarbonáty, SMC, tvrdé plasty. Tiež sú vhodné na bodové spoje dielov fixáciou, pred ich samotným zváraním.
Rýchla oprava prasklín
Prioritou spájania dielov je ľahký postrek spájaných častí aktivátorom. Nastavíme a spojíme diely. Použite hliníkovú pásku 6481. Pri väčších dieloch použijeme zvierky, čím zaistíme držanie dielov počas lepenia. Nakvapkáme malé množstvo sekundového lepidla, čím vyplníte prasklinu. Optimálne výsledky sú dosahované aplikovaným minimálnym množstvom lepidla do spoju. Lepidlo je dostatočne riedke na to aby vsiaklo do praskliny. Nasprejujeme extra dávku aktivátora na kompletné ukončenie procesu a stredne veľkých dier.
Vypĺňanie drážok a dier
Použijeme hliníkovú pásku na uzavretie otvoru zo spodnej strany diery. Pripravíme V drážku po celom obvode diery a prebrúsime ju a jej okolie, vyfúkame prach. Zľahka postriekame aktivátorom opravovanú plochu . Vyplníme dieru tmelom a aplikujeme do neho niekoľko kvapiek lepidla. Vyrovnáme a povtláčame do tmelu lepidlo pomocou ostrého náradia. Po uplynutí 5-10 sekúnd aplikujeme ľahkú vrstvu aktivátora. Plocha môže byť brúsená a vŕtaná okamžite.
Oprava plastov dvojzložkovým epoxidom
Zdrsníme zadnú časť opravovanej plochy brúsnym papierom (z = 50, prípadne hrubším). Hlboké drážky po brúsení sú výborným podkladom na pevný spoj. Následne zľahka plochu prebrúsime papierom (z = 80), čo taktiež prispeje k zlepšeniu zlepenia. Ak je materiál je TEO, TPO alebo PP musíme použiť prípravok typ 1060FP podporný lepiaci prípravok. Prípravok štetcom roztrieme na prebrúsenej ploche a necháme vyschnúť. Aplikujeme pásku so skleným vláknom po celej dĺžke poškodenej časti. Ak je diel SMC preložíme prasklinu iným zvyšným kúskom, tiež z SMC, uistíme sa či tento prekrývací diel presahuje poškodené miesto v každom smere aspoň o 0,5 mm. Vyberieme vhodné dvojzložkové lepidlo, ktoré sa vlastnosťami čo najviac podobá lepenému dielu:
- 2000 Flex filler (šedé) ohybné
- 2010 Semi-flexible filler (červené) stredne ohybné
- 2020 SMC Hardset filler (šedý) tvrdé
- 2021 Rigid filler (žlté) tvrdé
Zmiešame epoxid v adekvátnom množstve. Nanesieme vrstvu, ktorou prekryjeme pásku s vláknami a necháme vyschnúť aspoň 15 min. Na SMC vytvoríme lôžko z lepidla pre vystužujúci diel, ktorý následne vtlačíme do pripraveného lôžka. V tomto prípade necháme lepidlo schnúť aspoň 20 min. Prebrúsime prednú časť poškodeného dielu papierom (z = 50) a vybrúsime V drážku v mieste praskliny. Čím dlhšia a hlbšia táto drážka je, tým bude spoj pevnejší. Zrazíme hrany V drážky, prebrúsime okolie papierom (z = 80). Rozmixujeme a nanesieme vrstvu epoxidového lepidla a vytvarujeme ju tak, aby prevýšila okolitý povrch. Necháme vyschnúť aspoň 20 min. Až následne začneme brúsiť. Pri SMC vkladáme kúsky univerzálnej látky so skleným vláknom do V drážky a medzi jednotlivé vrstvy lepidla. Používame rotačný valček na dôkladné vtlačenie tkaniva do lepidla a vytlačenie nežiaducich vzduchových bublín. Vyschnutú plochu upravíme brúsnym papierom (z = 80, následne z = 180).
Nanesenie tmelu
Vybrúsime plochu, ktorá má byť pretmelená hrubozrnným papierom. Pripravíme miernu V drážku v mieste poškodenia. Všetky lesklé časti musia byť pred nanesením tmelu odstránené, inak nedôjde k dobrému prilnutiu. Ak je materiál polyolefin (PP, PE, TEO alebo TPO olejový plast) aplikujeme podporný lepiaci prostriedok, ktorý necháme dobre odvetrať. Zvolíme vhodný epoxidový tmel, ohybnosťou zodpovedajúci podkladovému materiálu. Ak je ohybný použite 2000 Flex filler 2 alebo 2010 semi-flexible adhesive filler. Ak je tvrdý použite 2020 SMC hard set, alebo 2021 Rigid filler. Zmiešam e epoxidový tmel v predpisovanom množstve. Vytvoríme mierne prevyšujúcu vrstvu tmelu oproti okolitému povrchu. S brúsením začneme najskôr po 20 min, na brúsenie používame papier zo zrnitosťou (z = 80následne 180).
Úprava povrchu základom pred nanesením vrchného laku
Ak je materiál pololefin (TEO,TPO alebo PP) aplikujeme podporný príľnací prostriedok na všetky lakované časti podľa postupu uvedeného na etikete výrobku. Nanesieme základný nástrek typ šedý alebo čierny na opravovanú plochu v tenkých vrstvách. Plochu po vyschnutí prebrúsime brúsnym papierom (z = 320-400).
Nános flexibilnej vrstvy farby
Po prebrúsení podkladu vyfúkame prach, aplikujeme prípravok , ktorý zahladí všetky ryhy na opravovanej ploche. Zmixujeme prípravok s nezriedenou farbou. Následne farbu zmiešame s riedidlom, podľa pokynov výrobcu nanesieme na celý povrch panelu, vyhýbame sa bodovým strekom. Pre dosiahnutie štandardného výzoru plastového dielu používame flexibilný čierny nárazníkový nástrek.
Pri všetkých opravách plastov automobilov majme na zreteli predovšetkým technickú stránku možnosti opravy, a zhodnotenie vykonávanej opravy aj z ekonomického hľadiska. Niekedy je totiž rýchlejšie, pohodlnejšie a tiež lacnejšie kúpiť používaný plastový diel v dobrom stave.




2 komentáre
jozef
okrem teoretických návodov na používanie by bolo treba doplniť článok aj príkladmi vlastných opráv……..
Michal
Vyzerá to jednoducho, ale určite to v skutočnosti také jednoduché nebude. Já sa tiež snažím svojmu autu venovať, aby vyzeralo aspoň trochu lepšie. Na nové teraz nemám peniaze, pretože som mal iné výdavky. V práci nám navyše nedávajú montérky ani topánky, takže si je musím kupovať sám z http://www.ardonsk.sk/c/309/pracovne-odevy a to sú tiež nejaké peniaze navyše.